玻璃生产方法之压延法
-
新闻发布时间:2015-8-12新闻浏览次数:7824新闻作者:锦泰特种玻璃
压花玻璃、夹丝玻璃的呢过都可用压延法来制造。压延法有两种形式,一种是平面压延,另一种是辊间压延。
平面压延法是将玻璃液倒在烧铸台的金属板上,然后用耐热的金属辊压延,使之变为平板,然后在隧道窑中退火。由于工作台温度条件不同,玻璃液的温度高,很难建立稳定的温度制得,制造的平板玻璃表面不平整,玻璃板的下面常有很多小裂纹,在研磨和抛光时要磨去很厚一层玻璃,动力、材料和劳动消耗都很大,而且要间歇作用,操作笨重都是它的缺点。
辊间压延法是将玻璃液流到承受板上,然后通过压延辊展成平板送去退火。在对辊压压延的情况下,玻璃板的两面冷却得大致一样,玻璃与成形面接触的时间短,能采用较冷的玻璃液,这可以减少玻璃厚度上的温度梯度。玻璃比平面压延法质量好,研磨抛光时磨去量少,比较经济,但是存在着间歇作业的典型缺点,因而又进一步发展为连续压延法。
连续压延法的玻璃液由池窑的工作池沿流料槽连续流出,进入由两个用水冷却的中空压延辊所组成的压延设备中,下面辊的直接比上面辊的直径大得多,压延成的玻璃经辊式输送机送入退火炉中进行退火。
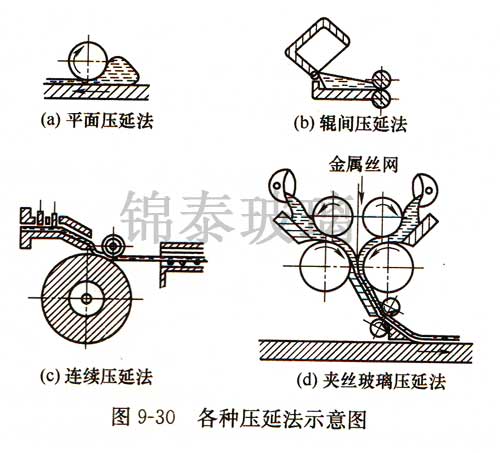
压花玻璃和夹丝玻璃多采用辊压延法和连续压延法成形。各种压延法示意图如图9-30所示。
以上文章由天津锦泰特种玻璃科技有限公司所编撰,如需转载,请注明来源于http://www.tjglass.net。
